

1 适用范围
适用于钢管、钢丝的拉拔,也可用于冲压件、冷镦件等,还可用于工序间或贮存零件的防锈磷化。
2 主要特点
2.1 磷化膜致密均匀、浅灰色、不挂灰、膜厚适宜,拉拔润滑性能佳。
2.2 磷化槽液稳定,管理简单,操作方便,综合成本低。
2.3 磷化液使用简单方便,使用过程中直接补加浓缩液即可,中温使用,节约能源。
3 主要技术指标
序号 | 项 目 | 指 标 |
浓缩液
| 外观 | 浅绿色液体 |
总酸度(点) | 440~490 | |
配制浓度(%) | 10 | |
工作液
| 总酸度(点) | 30~38 |
游离酸度(点) | 3.0~6.0 | |
磷化温度(℃) | 60~70 | |
磷化时间(min) | 10~20 | |
磷化方式 | 浸渍 |
4 工艺流程

5 后处理
5.1 用于拉拔时,可浸肥皂20~30g/L pH=9~11,80℃以上,1~3min,也可浸专用润滑剂。
5.2 用于工序间或贮存零件的防锈时,可浸防锈油。
6 配制与维护
6.1 配制1m3工作液
向槽中加入1/2左右的水,按比例加浓缩液,并搅拌均匀,再确认酸度;加温到工艺温度。
6.2 槽液补加
6.2.1 计算公式
当磷化液使用至一定程度后,需补加浓缩液,补加量按下式计算:
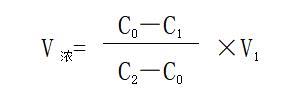
V浓:表示所需浓缩液补加量的体积;
C1:槽液的实际总酸度;
C2:浓缩液的总酸度;
C0:表示槽液要求总酸度;
V1:槽液的体积。
6.2.2 简易计算方法
1m3槽液补加浓缩液3kg,约可提高总酸度1个点。
6.3 须防止SO2-4 、Cl-等有害离子过量进入磷化槽内。
6.4 磷化槽内壁可用不锈钢或玻璃钢等耐酸材料制作。
6.5 检测方法
6.5.1 总酸度(TA):取磷化槽液10mL,加50mL蒸馏水,用酚酞为指示剂,以0.1mol/L的标准NaOH溶液滴定至溶液变粉红色时为终点,所耗用的NaOH标液的毫升数为总酸度,用“点”来表示。
6.5.2 游离酸度(FA):取磷化槽液10mL,加50mL蒸馏水,用溴酚兰为指示剂,以0.1mol/L的标准NaOH溶液滴定至溶液由浅黄色变蓝紫色时为终点,所耗用NaOH标液的毫升数为游离酸度,用“点”数表示。
7 包装储存
25kg塑料桶包装,储存于阴凉通风干燥处,注意防止破损泄漏,与碱性物质隔离存放。
8 注意事项
装卸时轻拿轻放,防止破损飞溅到眼睛里,配制或使用过程中应配戴防护用品(如耐酸橡胶手套,工作服),如接触皮肤或眼睛立即用水冲洗。
